Strona główna » Spuitgietmatrijzen » Constructie van spuitgietmatrijzen
Spuitgietmatrijzen bestaan uit veel systemen en onderdelen die zorgvuldig moeten worden ontworpen en geproduceerd met een hoge mate van nauwkeurigheid. Dit komt doordat bij spuitgieten (het proces waarbij onderdelen met behulp van spuitgietmatrijzen worden gemaakt) de matrijzen onder zeer zware omstandigheden moeten werken, zoals hoge temperatuur en hoge druk tijdens serie- of massaproductie.
De spuitgietmatrijs is als het negatief van een foto, d.w.z. de geometrie en oppervlaktetextuur worden direct overgebracht op het gespoten onderdeel. De belangrijkste taak van de spuitgietmachine is om deze mapping zo vaak mogelijk zonder vervorming uit te voeren.
De constructie van het formulier is bedoeld om bovengenoemde doelstelling te waarborgen. Het bestaat uit twee helften: de holte (voorkant) en de kern (achterkant).
Voor complexere geometrieën (met een holte of gaten) is het nodig om beweegbare zijkernen of andere inzetstukken te gebruiken. Dit zijn bewegende onderdelen die van boven naar beneden in de mal komen. Hun nadeel is dat ze de productiekosten van spuitgietmatrijzen verhogen.
De matrijzen kunnen uit één of meerdere holtes bestaan. Het aantal sleuven bepaalt het aantal producten dat in één productiecyclus wordt geproduceerd en beïnvloedt de prijs van de matrijs, maar ook de productiviteit.
De gespoten onderdelen hebben twee zijden: de A-zijde, die tegenover de holte ligt (de voorste helft van de matrijs), en de B-zijde, die tegenover de kern ligt (de achterste helft van de matrijs). Deze twee sites hebben meestal verschillende functies:
Kant A – ziet er meestal beter uit en wordt vaak de cosmetische kant genoemd. Oppervlakken op pagina A zijn glad of gestructureerd volgens uw ontwerpvereisten.
De B-kant bevat meestal verborgen (maar vanuit productieoogpunt zeer belangrijke) structurele elementen van het onderdeel (bijv. haken, ribben, grendels, enz.). Daarom wordt het een functionele pagina genoemd. De B-kant heeft vaak een ruwere afwerking en zichtbare sporen van de uitwerpstempel. Dit is geen probleem, want deze vlekken zullen niet zichtbaar zijn op het geproduceerde strijkgoed.
Het kanalensysteem is ontworpen om de gesmolten kunststof in de matrijsholte te leiden. Het regelt de stroom en druk waarmee de vloeibare kunststof in de holte wordt geïnjecteerd en vervolgens wordt verwijderd na het uitwerpen (onthechten). Het kanaalsysteem bestaat meestal uit 3 hoofdsecties:
1. Hoofdpoort is het hoofdkanaal waardoor al het gesmolten materiaal dat de mal ingaat aanvankelijk stroomt.
2. een dispersiekanaal (of bijvoorbeeld een stromingskanaal) verdeelt de gesmolten kunststof langs het oppervlak waar de twee helften van de mal samenkomen. Er kunnen een of meer strooikanalen zijn die materiaal naar een of meer onderdelen leiden. Het kanaalsysteem wordt afgesneden van het deel na de vulling. Het is het enige materiaalafval bij spuitgieten, waarvan 15-30% kan worden gerecycled en hergebruikt. De pluizen kunnen ook worden verwijderd. Bij een GK-systeem (warmkanaalsysteem) hoeft er niets verwijderd te worden, alleen bij een ZK-systeem (koudkanaalsysteem).
3. het materiaalinvoerpunt in de matrijsholte – dit is erg belangrijk vanwege de geometrie en locatie, omdat het de materiaalstroom bepaalt.
Een goed werkend gating systeem maakt het mogelijk om producten met dezelfde eigenschappen uit elk nest te verkrijgen.
Op het punt waar het kanaalsysteem aansluit op het gefabriceerde onderdeel, is meestal een kleine imperfectie zichtbaar, die injectiepuntresidu wordt genoemd. Als de aanwezigheid van deze imperfectie om esthetische redenen niet gewenst is, kan ze ook worden ‘verborgen’ op de functionele B-kant van het onderdeel.
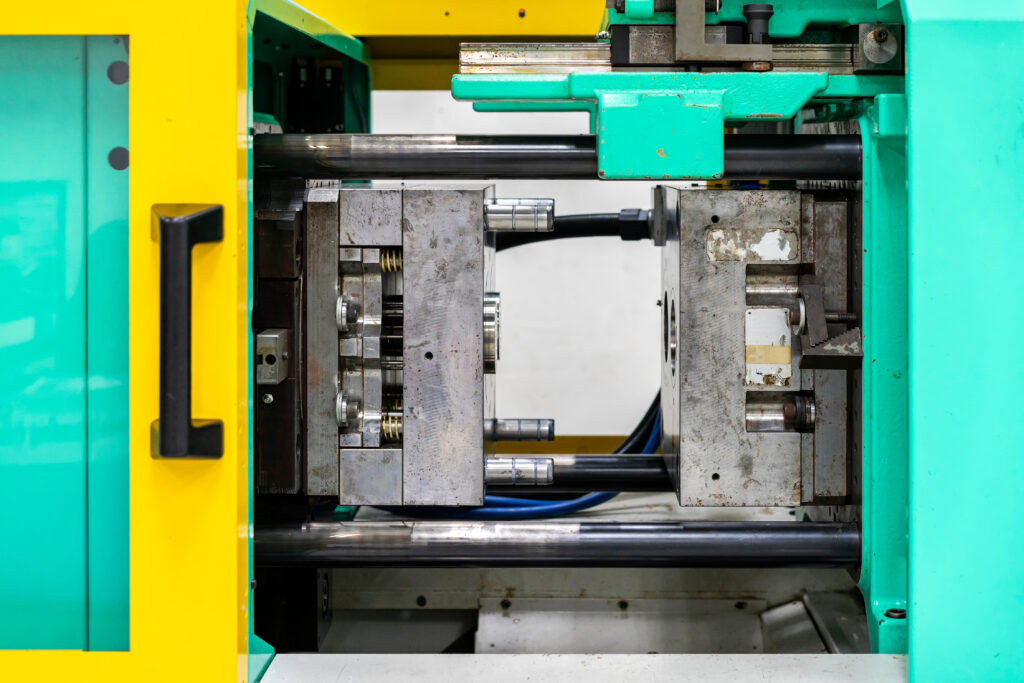
Aan het uiteinde van de spuitgietmachine bevindt zich een klemsysteem. Het klemsysteem heeft een dubbele functie: het houdt beide matrijsdelen goed gesloten tijdens het inspuiten en duwt het deel uit de matrijs wanneer deze wordt geopend. Zodra het onderdeel naar buiten is geduwd, valt het op een transportband of in een opslagemmer en begint de cyclus opnieuw.
De uitlijning van de verschillende bewegende delen van de mal is nooit perfect. Dit resulteert in twee veel voorkomende onvolkomenheden die op bijna elk gespoten onderdeel zichtbaar zijn:
1. scheidingslijnen, die zichtbaar zijn aan de kant van het deel waar de twee helften van de vorm samenkomen. Ze ontstaan door kleine inconsistenties en licht afgeronde vormranden.
2. uitwerpsporen (of getuigen) die zichtbaar zijn op de verborgen B-kant van het onderdeel. Ze ontstaan doordat de uitwerperzuigers iets boven of onder het matrijsoppervlak uitsteken.
Een andere functie van de spuitgietmatrijs is het afvoeren van de warmte van de hete vloeibare kunststof en het snel en reproduceerbaar verwijderen van de spuitgietproducten. Ongeveer 50% van een typische spuitgietcyclus wordt besteed aan koelen en uitharden. Daarom is het minimaliseren van de dikte van het ontwerp de sleutel tot het versnellen van deze stap en het verlagen van de kosten.
Het doel van dit systeem is om het gevormde onderdeel af te koelen tot een temperatuur waarbij het uit de matrijs kan worden gehaald. Vers geïnjecteerd plastic bereikt hoge temperaturen, zelfs meer dan 200 graden Celsius.
In de matrijs zijn koelkanalen ingebouwd voor een snelle en gelijkmatige afkoeling van het product.
Naast het bovenstaande bestaat de spuitgietmatrijs uit verschillende andere belangrijke onderdelen die samenwerken om de kunststof de gewenste vorm te geven. Het juiste ontwerp van spuitgietmatrijzen is de sleutel tot optimale resultaten. Elk van deze onderdelen speelt een vitale rol in het gietproces en hun precieze uitvoering en correcte werking zijn cruciaal voor de kwaliteit van het eindproduct.
De mal bestaat uit twee hoofdplaten – een beweegbare en een vaste. De vaste plaat is bevestigd aan de spuitgietmachine en de beweegbare plaat opent en sluit de matrijs. Deze platen bevatten de matrijshelften die de vorm van het geproduceerde stuk bepalen.
De gietplaat is de basis waarop de rest van de matrijsonderdelen wordt opgeslagen en gesloten. Het moet gemaakt zijn van een sterk materiaal, zoals gereedschapsstaal, om de hoge injectiedruk te weerstaan en de stabiliteit van de matrijsstructuur te garanderen. De precisie van de spuitgietplaat is cruciaal voor de kwaliteit van het eindproduct, want oneffenheden kunnen leiden tot defecten in de spuitgietproducten.
Een ander belangrijk onderdeel van de spuitgietmatrijs is de vormholte, die de uiteindelijke vorm aan het product geeft. Het maken van de matrijs, inclusief de oppervlakteafwerking, is cruciaal om de kwaliteit van het productoppervlak en de goede materiaalstroom in de matrijs te garanderen.
De vormholtes bepalen de doelvorm van het werkstuk. Er zijn verschillende gietoppervlakken, waaronder. stempel, matrijs of bewegende segmenten. Er kan onderscheid worden gemaakt tussen vormen met één holte en vormen met meerdere holtes. Het aantal spuitgietholtes bepaalt hoeveel spuitgietproducten in één productierun kunnen worden geproduceerd.
Bij het ontwerp van de vormholte moet rekening worden gehouden met materiaalkrimp om defecten in vormdelen zoals overblazen of onderblazen te voorkomen.
De metalen behuizing heeft een beschermende functie en beschermt de binnenkant van de spuitgietmatrijs.
De materiaalkeuze speelt een belangrijke rol. De spuitgietmatrijzen zijn gemaakt van hoogwaardig staal, dat individueel wordt geselecteerd afhankelijk van het project. De meest voorkomende staalsoorten zijn gelegeerd staal, gereedschapsstaal of roestvast staal, die worden gekenmerkt door een hoge sterkte. Om het juiste type staal te kiezen, is het belangrijk rekening te houden met de kunststof waaruit we gaan produceren, het beoogde gebruik en het aantal verwachte productiecycli.
De materialen waaruit spuitgietonderdelen worden vervaardigd, moeten bestand zijn tegen hoge temperaturen, druk en slijtage.
Minder dure aluminium matrijzen worden gebruikt voor korte productieruns (tot maximaal een paar duizend stuks).
De keuze van het juiste materiaal is daarom belangrijk voor de efficiëntie van het spuitgietproces en de kwaliteit van het eindproduct.
De spuitgietmatrijs kan worden uitgerust met koudkanaal- (ZK) of warmkanaalsystemen (GK).
Deze keuze is uiterst belangrijk en heeft een grote invloed op de productie van gietvormen.
Er zijn veel verschillen tussen koudkanaal- en warmkanaalsystemen.
de kosten van ZK formulieren zijn lager dan GK
In het geval van ZK wordt afval geproduceerd. De geproduceerde ingot wordt automatisch of handmatig afgevoerd en kan vervolgens worden vermalen tot regranulaat en hergebruikt volgens het gesloten-lus-denken.
GP is gevoeliger voor vervuiling
Er is een hoger elektriciteitsverbruik bij ZK, wat te wijten is aan het feit dat er meer grondstoffen nodig zijn bij ZK.
Producten die het resultaat zijn van het spuitgietproces kunnen verschillende oppervlakteafwerkingen hebben. Er zijn 2 aspecten waarmee je rekening moet houden bij het kiezen – functionaliteit en budget
De goedkoopste structuur is glad, zonder extra behandeling. Dit betekent dat de matrijs die wordt gebruikt voor het spuitgieten niet extra wordt bewerkt nadat deze is gemaakt en dat eventuele texturen of patronen op het product het resultaat zijn van de oorspronkelijke staat van het matrijsoppervlak.
Het gladde oppervlak dat op deze manier wordt verkregen, is mogelijk niet perfect spiegelend of kan minimale sporen bevatten van het fabricageproces van de mal.
Dit is niet altijd wenselijk. Vervolgens voeren we extra nabewerkingen uit op de matrijs om de oppervlaktestructuur van de geproduceerde spuitgietproducten te veranderen. Voorbeelden van structuren zijn:
Glad, gepolijst
Oppervlak met structuur
Matte afwerking, bijv. door zandstralen
Slipvaste textuur
Elke structuur wordt uitgevoerd door een extra proces. Deze kunnen zijn:
polijsten
Elektrisch uithollen – Deze methode wordt meestal gebruikt om complexe productvormen te maken. Het is gebaseerd op het fenomeen van elektrische erosie. We kunnen de juiste oppervlakteruwheid selecteren.
Zandstralen – Hierbij krijgt het product de gewenste textuur met behulp van zandkorrels.
Glazuren – Een preciezere methode dan zandstralen, waarbij het product de gewenste textuur krijgt met behulp van glasdeeltjes.
Chemisch etsen – een methode die wordt gebruikt voor precisiedetaillering. De oppervlakteafwerking ontstaat door de sterke reactie van het zuur met het metaal. We kunnen de juiste oppervlakteruwheid selecteren.
Naast de prijs verlengen extra nabewerkingen ook de doorlooptijd van de matrijs.
Spuitgietmatrijzen, de sleutel tot de productie van kunststof onderdelen. Ze worden gekenmerkt door een complex ontwerp dat is aangepast aan omstandigheden met hoge temperaturen en druk. Het maken van een spuitgietmatrijs is een tijdrovend en kostbaar proces.
Hun functie is gebaseerd op de nauwkeurige reproductie van het detail zonder vervorming, met behulp van twee helften van de mal: holte en kern, evenals bewegende kernen voor complexe geometrieën. Het gebruik van spuitgietmatrijzen is zeer uitgebreid. Een belangrijke eigenschap is de mogelijkheid om matrijzen met één of meerdere caviteiten te maken, wat de prestaties en de prijs beïnvloedt.
De A- en B-zijde van de vorm hebben verschillende functies, waarbij de eerste voor de esthetiek en de tweede voor de functionaliteit van het onderdeel zorgt. Het kanalensysteem is verantwoordelijk voor het afvoeren van de kunststof naar de matrijs, waarbij warmkanaal- en koudkanaalsystemen verschillen in kosten, efficiëntie en milieu-impact.
De afwerking van het matrijsoppervlak, afgestemd op de eisen van het ontwerp, kan een aanzienlijk verschil maken voor het uiterlijk van het eindproduct. Bij de productie van spuitgietmatrijzen moet ook rekening worden gehouden met klem-, uitwerp- en koelsystemen, die essentieel zijn voor de efficiëntie en kwaliteit van de productie.
De matrijsmaterialen moeten bestand zijn tegen extreme omstandigheden, waardoor hun keuze afhangt van de beoogde productie en de verwachte duurzaamheid van de matrijs.
Spuitgietmatrijzen zijn gespecialiseerde gereedschappen die worden gebruikt bij de verwerking van kunststoffen (spuitgiettechnologie). Ze maken het mogelijk om complexe vormen te reproduceren met een hoge nauwkeurigheid en herhaalbaarheid.
De belangrijkste elementen van een spuitgietmatrijs zijn de twee helften: de holte (voorkant) en de kern (achterkant), die de vorm van het eindproduct bepalen. Daarnaast kunnen ze, afhankelijk van de complexiteit van het ontwerp, beweegbare zijkernen, een kanalensysteem voor het verdelen van de kunststof en koel- en uitwerpsystemen bevatten.
Het koelsysteem van de matrijs is cruciaal voor het snel en gelijkmatig afkoelen en uitharden van het product, wat de productiecyclus en de kwaliteit van het eindproduct beïnvloedt. Efficiënte matrijskoeling is essentieel voor optimale resultaten.
Gelegeerd staal, gereedschapsstaal of roestvrij staal wordt meestal gebruikt voor spuitgieten omdat het bestand is tegen hoge temperaturen en druk. Voor korte productieruns kunnen goedkopere aluminium matrijzen worden gebruikt. De keuze van het juiste matrijsmateriaal is cruciaal voor de duurzaamheid van de matrijs, de efficiëntie van het productieproces en de kwaliteit van het eindproduct. Het materiaal moet bestand zijn tegen de omstandigheden van het spuitgietproces, zoals hoge druk en temperatuur, en een voldoende lange levensduur van de matrijs garanderen.
Het kanalensysteem bestaat uit een hoofdpoort, verspreidingskanalen en een materiaalinlaatpunt. Deze regelt de stroom en druk van het gesmolten plastic dat in de matrijs wordt gespoten.
Schrijf ons welk product je nodig hebt,
en we nemen binnen 1 uur contact met je op!
office@injection-molds.eu
Plastipol Poland Sp. z o.o.
Zawadzkiego 68/7, 71-246 Szczecin
VAT: PL8522664660
KRS: 0000849574
© 2024 Spuitgietmatrijzen
Realisatie: AdWise